En investerares totala kostnad för en varmförzinkningsanläggning delas in i tre huvudkategorier. Dessa är kapitalutrustning, infrastruktur och drift.pris på varmförzinkningsutrustninginkluderar viktiga poster. Dessa poster är galvaniseringskitteln, förbehandlingstankar och materialhanteringssystem. Infrastrukturkostnader täcker mark, byggnader och installationer av allmännyttiga tjänster. Driftskostnader är löpande utgifter för råvaror, energi och arbetskraft.
Marknaden för varmförzinkning visar stark tillväxtpotential. Denna tillväxt drivs av infrastrukturinvesteringar och efterfrågan på korrosionsbeständiga material. Marknaden för produkter somrör galvaniseringslinjerexpanderar.
| Metrisk | Värde |
|---|---|
| Marknadsstorlek år 2024 | 62,39 miljarder USD |
| Marknadsstorlek år 2032 | 92,59 miljarder USD |
| CAGR (2025-2032) | 6,15 % |
Viktiga slutsatser
- Att ställa in engalvaniseringsanläggningkostar pengar för utrustning, mark och byggnader. Den huvudsakliga utrustningen inkluderar galvaniseringsgrytan och maskiner för att flytta stål.
- Att driva en galvaniseringsanläggning har löpande kostnader. Dessa inkluderar att köpa zink, betala för energi och betala arbetare.
- Priset på zink ändras ofta. Denna förändring påverkar hur mycket det kostar att driva anläggningen varje dag.
Initial investering: Priset på varmförzinkningsutrustning och infrastruktur
Den initiala investeringen representerar det största ekonomiska hindret vid etablering av en galvaniseringsanläggning. Denna fas inkluderar alla initiala utgifter för utrustning, fysiska strukturer och installation. Den totala kostnaden varierar kraftigt beroende på anläggningens avsedda kapacitet, automatiseringsnivå och geografiska läge. En grundläggande anläggning för småskaliga artiklar kan börja på cirka 20 000 dollar. En storskalig, kontinuerlig bearbetningslinje kan överstiga 5 000 000 dollar.
Ett exempel på en investeringsfördelning för en medelstor anläggning illustrerar kostnadsfördelningen.
| Kategori | Kostnad (India Lakh) |
|---|---|
| Mark och infrastruktur | 50–75 |
| Maskiner och utrustning | 120–200 |
| Zinklager | 15–30 |
| Arbetskraft och allmännyttiga tjänster | 10–15 |
| Licensiering och efterlevnad | 5–10 |
| Total initial investering | 200–300 |
Galvaniseringskittel: Storlek och material
Degalvaniseringskittelär kärnan i verksamheten och en primär kostnadsdrivare. Dess dimensioner – längd, bredd och djup – avgör den maximala storleken på stålprodukter som anläggningen kan bearbeta. En större kittel innehåller mer smält zink, vilket kräver mer energi för uppvärmning och ökar det totala priset för varmförzinkningsutrustning. Kittlar är vanligtvis tillverkade av speciellt lågkolhaltigt stål med låg kiselhalt för att motstå korrosion från smält zink. Materialkvaliteten påverkar direkt kittelns livslängd och utbytesfrekvens.
Förbehandlingstankar
Innan galvanisering måste stål genomgå en serie rengöringssteg. Denna process sker i förbehandlingstankar. Antalet och storleken på dessa tankar beror på önskad genomströmning och det inkommande stålets skick. En typisk förbehandlingslinje omfattar flera steg:
- Avfettning:Avlägsnar olja, smuts och fett.
- Sköljning:Tvättar bort avfettande kemikalier.
- Inläggning:Använder syra (som saltsyra) för att ta bort glödskal och rost.
- Sköljning:Tvättar bort syran.
- Flussmedel:Applicerar en zinkammoniumkloridlösning för att förhindra återoxidation före doppning.
Dessa tankar är ofta tillverkade av material som polypropen eller fiberförstärkt plast (FRP) för att motstå frätande kemikalier.
Materialhanteringssystem
Effektiv materialhantering är avgörande för produktivitet och säkerhet. Dessa system transporterar stål genom varje steg i processen. Valet mellan manuella, halvautomatiska och helautomatiska system påverkar den initiala investeringen avsevärt.
| Systemtyp | Genomsnittligt prisintervall (USD) |
|---|---|
| Halvautomatisk linje | 30 000–150 000 dollar |
| Helautomatisk linje | 180 000–500 000 dollar |
| Anpassad nyckelfärdig anläggning | 500 000+ dollar |
Notera:Manuell hantering har en lägre initial kostnad men leder ofta till högre långsiktiga kostnader. Dessa kostnader kommer från arbetsplatsolyckor, produktskador och långsammare produktion. Automatiserade system kräver en större initial investering och skickliga operatörer. De ger dock större kostnadseffektivitet över tid genom ökad effektivitet och en säkrare arbetsmiljö. Priset på varmförzinkningsutrustning stiger med automatisering, men det gör även anläggningens långsiktiga lönsamhet.
Uppvärmnings- och rökbehandlingssystem
Galvaniseringsgrytan kräver ett kraftfullt värmesystem för att hålla zinken smält vid cirka 450 °C. Höghastighetsbrännare för naturgas är ett vanligt val. Lika viktigt är rökreningssystemet. Galvaniseringsprocessen genererar farliga ångor och damm som kräver avskiljning och behandling för att uppfylla miljöföreskrifter.
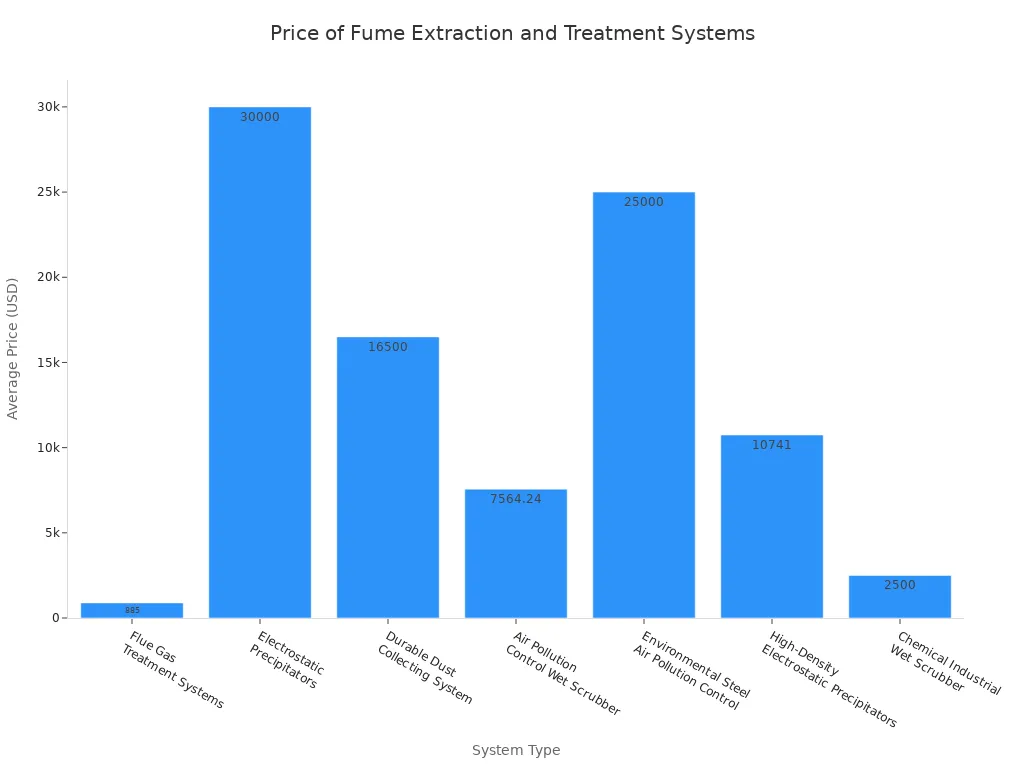
Efterlevnad av standarder från Environmental Protection Agency (EPA) eller Europeiska unionen (EU) är inte förhandlingsbart. I Nordamerika prioriterar 70 % av tillverkningsföretagen att uppgradera filtreringssystem för att uppfylla luftkvalitetsstandarder. Företag visar en villighet att betala en premie på 10–15 % för system som garanterar efterlevnad och erbjuder överlägsen filtrering. Detta gör rökreningssystemet till en viktig del av budgeten.
Mark och byggnad
Kostnaden för mark och byggnation beror starkt på anläggningens läge. En galvaniseringsanläggning kräver en betydande yta för att rymma hela produktionslinjen, från stålleverans till lagring av färdig produkt. Själva byggnaden har specifika designkrav. Den måste ha högt i tak för att kunna använda traverskranar och robusta fundament för att stödja tung utrustning som kitteln. Korrekt ventilationsinfrastruktur är också avgörande för att hantera värme och luftkvalitet i hela anläggningen. Dessa faktorer gör att industrimark och specialbyggnation är en stor del av den initiala kapitalutgiften.
Verktyg och installation
En galvaniseringsanläggning är en stor konsument av energi, främst naturgas och elektricitet. Att installera högkapacitetsanslutningar till elnätet är en betydande engångskostnad. Kostnaderna för installation av naturgasledningar varierar beroende på flera faktorer:
- Avstånd från huvudgasförsörjningen
- Komplexiteten i schaktningen och installationen
- Typ av rörmaterial som används (t.ex. stål, HDPE)
Installationskostnaderna för en ny gasledning kan variera från 16 till 33 dollar per linjär fot. En ny ledning som går från gatan till anläggningen kan lätt överstiga 2 600 dollar, medan komplexa industriprojekt kostar mycket mer. På samma sätt kräver etablering av en högkapacitetsanslutning för motorer, kranar och kontroller samordning med lokala energileverantörer och kan vara en komplex och kostsam process. Installationen av all maskin är den sista komponenten som bidrar till det totala priset för varmförzinkningsutrustning.
Löpande driftskostnader

Efter den första installationen, engalvaniseringsanläggnings ekonomiska hälsa beror på att hantera de löpande driftskostnaderna. Dessa återkommande utgifter påverkar direkt priset på den slutliga galvaniserade produkten och anläggningens totala lönsamhet. Noggrann hantering av råvaror, energi, arbetskraft och underhåll är avgörande för långsiktig framgång.
Råvaror: Zink och kemikalier
Råvaror representerar den största delen av en anläggnings driftsbudget. Zink är den mest kritiska och kostsamma komponenten. Priset på specialzink av hög kvalitet (SHG) fluktuerar beroende på globalt utbud och efterfrågan, vilket gör det till en rörlig kostnad som anläggningschefer måste övervaka noggrant. Marknadsindex, såsom "Zinc special high grade in-warehouse Rotterdam premium" som tillhandahålls av Argus Metals, erbjuder ett riktmärke för prissättning.
Kostnaden för zink kan variera avsevärt mellan leverantörer och regioner.
| Produktbeskrivning | Renhet | Prisintervall (USD/ton) |
|---|---|---|
| Specialzinktacka av hög kvalitet | 99,995 % | 2 900–3 000 dollar |
| Högkvalitativ zinktacka | 99,99 % | 2 300–2 800 dollar |
| Standardzinktacka | 99,5 % | 1 600–2 100 dollar |
Notera:Priserna ovan är illustrativa och fluktuerar dagligen. En anläggningsägare måste etablera pålitliga leveranskedjor för att säkra konkurrenskraftiga priser.
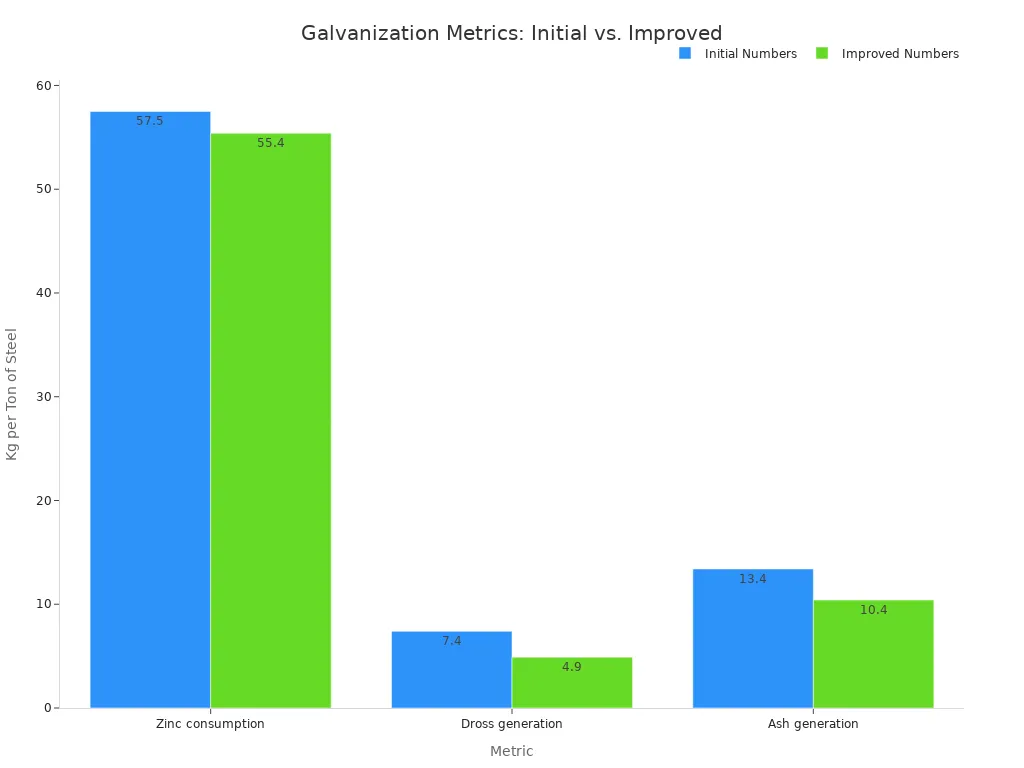
En anläggnings zinkförbrukning omfattar mer än bara beläggningen på stålet. Processen skapar också biprodukter som zinkslagg (en järn-zinklegering) och zinkaska (zinkoxid). Dessa biprodukter representerar en förlust av användbar zink. Processförbättringar kan dock minska detta avfall avsevärt. Effektiv drift leder till lägre förbrukning och mindre biproduktgenerering, vilket direkt minskar materialkostnaderna.
Andra viktiga råvaror inkluderar kemikalierna för förbehandlingsprocessen. Dessa är:
- Avfettningsmedelatt rengöra stålet.
- Saltsyra eller svavelsyraför inläggning.
- Zinkammoniumkloridför flusslösningen.
Kostnaden för dessa kemikalier, tillsammans med deras säkra lagring och bortskaffande, ökar den totala driftskostnaden.
Energiförbrukning
Galvaniseringsanläggningar är energiintensiva verksamheter. De två primära energikostnaderna är naturgas och elektricitet.
- Naturgas:Ugnssystemet förbrukar stora mängder naturgas för att hålla hundratals ton smält zink vid 450 °C dygnet runt.
- Elektricitet:Högeffektsmotorer driver traverskranar, pumpar och rökgasfläktar.
Att investera i energieffektiv teknik kan dramatiskt sänka dessa kostnader. Moderna ugnskonstruktioner kan till exempel minska det årliga energibehovet med över 20 %. Ett förbättrat system kan minska energianvändningen från399,3 MJ/tonav stål till bara307 MJ/tonDenna minskning av förbrukningen på 23 % leder direkt till betydande ekonomiska besparingar och ett mindre koldioxidavtryck, vilket gör energioptimering till ett viktigt mål för alla moderna anläggningar.
Arbetskraft och utbildning
En skicklig och effektiv arbetsstyrka är motorn i en galvaniseringsanläggning. Arbetskraftskostnader är en stor driftskostnad och varierar beroende på geografisk plats och lokala lönelagstiftning. Viktiga roller i en anläggning inkluderar:
- Kranförare
- Arbetare för jigging (hängning) och avjigging av stål
- Kitteloperatörer eller "dippare"
- Fettlers (för efterbehandling)
- Kvalitetskontrollinspektörer
- Underhållstekniker
Ordentlig utbildning är inte en kostnad utan en investering. Ett välutbildat team arbetar säkrare och mer effektivt. Detta minskar arbetsplatsolyckor, minimerar skador på kundernas produkter och säkerställer en jämn kvalitet. Kontinuerliga utbildningsprogram hjälper anställda att hålla sig uppdaterade om bästa praxis för säkerhet, miljöefterlevnad och driftseffektivitet, vilket i slutändan ökar anläggningens produktivitet och rykte.
Underhåll och reservdelar
Mekanisk utrustning som arbetar i en tuff miljö med höga temperaturer kräver ständig uppmärksamhet. Ett proaktivt underhållsschema är avgörande för att förhindra oväntade haverier och kostsamma produktionsstopp.
Proffstips:Ett planerat underhållsprogram kostar mindre än akuta reparationer. Att schemalägga regelbundna inspektioner förvattenkokare, kranar och röksystem säkerställer tillförlitlighet och förlänger livslängden på dyr utrustning.
Viktiga underhållsaktiviteter inkluderar underhåll av ugn, kraninspektion och rengöring av rökgasreningssystemet. En anläggning måste också budgetera för ett lager av viktiga reservdelar. Vanliga reservdelar inkluderar:
- Brännare och termoelement för ugnen
- Pumptätningar och impeller
- Filter för rökgasutsugningssystemet
- Elektriska komponenter som kontaktorer och reläer
Att ha dessa delar till hands möjliggör snabba reparationer, minimerar stilleståndstid och håller produktionslinjen igång.
Pannstorlek, infrastruktur och zinkpriser är de primära kostnadsdrivarna. En anläggnings kapacitet, automatisering och plats avgör den slutliga investeringen. Priset på varmförzinkningsutrustning varierar kraftigt. Investerare bör beakta återbetalningstidslinjen under planeringen.
- En ny anläggnings förväntade återbetalningstid bör vara 5 år eller mindre.
Dricks:För en korrekt uppskattning, kontakta anläggningstillverkare för att få en detaljerad, skräddarsydd offert.
Publiceringstid: 2 december 2025