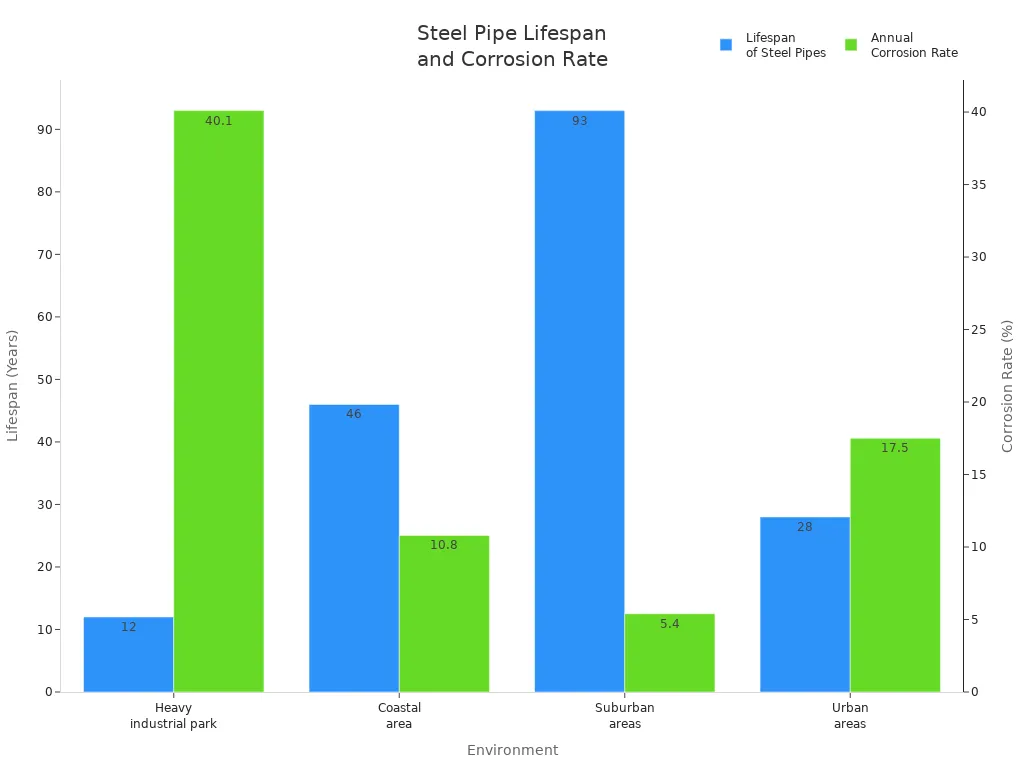
Du skyddar stålrör från rost genom att använda varmförzinkning.Utrustning för varmförzinkning av stålrörtäcker varje rör med zink, vilket skapar ett skydd mot korrosion.Rör Galvaniseringslinjerbidra till att säkerställa en stark och jämn yta. Titta på tabellen nedan. Den visar hur galvaniserade rör håller mycket längre i olika miljöer.
Viktiga slutsatser
- Varmförzinkningskyddar stålrör från rost genom att applicera en tjock zinkbeläggning, som fungerar som en barriär mot korrosion.
- Korrekt ytbehandlingär avgörande. Rengöring och betning av rören säkerställer att zinken fäster väl, vilket förhindrar defekter i beläggningen.
- Galvaniserade rör erbjuder långvarig hållbarhet, ofta i 40 till 50 år, vilket gör dem till ett kostnadseffektivt val för olika industrier.
Utrustning och processteg för varmförzinkning av stålrör

Stålrörvarmförzinkningsutrustninghjälper dig att skydda stålrör från rost och skador. Du använder denna utrustning inom många branscher, såsom bygg, maskiner, kemiska fabriker och järnvägar. Utrustningen hanterar rör med diametrar från 1/2 till 10 tum och längder från 4 till 8 meter. Den kan belägga rör med zink som väger mellan 50 och 400 gram per kvadratmeter. Utrustningen kan bearbeta upp till 80 000 ton stålrör varje år.
| Punkt | Specifikation |
|---|---|
| material | ståltråd |
| diameterområde | 1/2~10 tum |
| rörlängdsintervall | 4~8 m |
| beläggningstyp | zink |
| beläggningsvikt | 50~400 g/m² |
| kapacitet | 40000~80000T/år |
Ytbehandling och rengöring
Du börjar med att rengöra stålrören. Detta steg tar bort smuts, olja och andra föroreningar. Om du hoppar över rengöringen kommer zinkbeläggningen inte att fästa bra. Du behöver ta bort svetsslagg, grader, glödskal, lack, epoxi, sand, oljebaserade färger, kritmärken och tjockt vax eller fett. Du använder avfettningsbad med natriumhydroxid för att bli av med oljor och fetter. Efter avfettningen sköljer du rören med vatten. Du använder sedan saltsyra eller svavelsyra för att ta bort rost och glödskal. Detta steg kallas betning.
Tips: Skölj alltid rören efter syrabehandling för att ta bort alla spår av syra. Torka rören helt innan du går vidare till nästa steg.
Flussning av stålrören
Därefter doppar du rören i en flusslösning. Flussmedlet avlägsnar eventuella kvarvarande oxider och förhindrar ny oxidation innan du belägger rören med zink. Du använder zinkammoniumkloridlösning för detta steg. Den bästa temperaturen för flussmedel är mellan 60 och 80 °C. Denna temperatur hjälper flussmedlet att rengöra stålytan väl. De viktigaste flussmedlen är zinkklorid och ammoniumklorid. Dessa kemikalier avlägsnar järnoxid och förbättrar zinkens flytförmåga. Flussmedel hjälper dig också att använda mindre zink och minskar avfall.
- Zinkklorid: 60–80 %
- Ammoniumklorid: 7–20 %
- Fluiditetsmodifierande medel: 2–20 %
- Andra föreningar: nickel, kobolt, mangan, bly, tenn, vismut, antimon

Nedsänkning i zinkbadet
Sedan sänker man ner rören i ett bad med smält zink. Utrustning för varmförzinkning av stålrör håller zinkbadet vid rätt temperatur, vanligtvis mellan 440–460 °C. Rören hålls i badet i 5 till 15 minuter. Under den här tiden låter zinken binda till stålet och bilda en stark, jämn beläggning. Zinkbadet täcker alla delar av röret, även inuti och runt svetsar.
Obs: Om du inte kontrollerar temperaturen eller tiden kan du få defekter som slaggfinnar, blåsor eller fjällning.
Kylning och slutstädning
När du har tagit ut rören ur zinkbadet kyler du dem i en kyltank. Kylningen stoppar reaktionerna mellan zinken och luften. Du sköljer sedan rören med färskt vatten för att avlägsna eventuella kvarvarande kemikalier. Om du använde syrabehandling, skölj rören en andra gång. Torka rören med uppvärmd luft för att se till att ingen fukt finns kvar. Detta steg håller ytan ren och förhindrar vitrost.
- Skölj med färskt vatten
- Torka med uppvärmd luft
- Förvara rören på ett torrt ställe
Inspektion och kvalitetstestning
Du måste inspektera rören för att säkerställa att beläggningen är stark och jämn. Du använder visuella kontroller, tjockleksmätningar och tester för enhetlighet. Du kontrollerar också ojämnheter, korrosion och skador. Du mäter rörets storlek och letar efter läckor. Du följer standarder som ASTM A500 och EN 10219. Dessa standarder hjälper dig att säkerställa att rören håller länge och är rostfria.
Inspektionsteknik Beskrivning Visuell inspektion Kontrollera jämnhet, defekter och korrosion Skikttjocklek Använd mätare för att mäta beläggningstjocklek Enhetlighet Leta efter flagnande eller ojämn beläggning Grovhet Testa ytjämnhet Korrosionsinspektion Hitta repor eller skador Svetskvalitet Kontrollera om det finns sprickor eller slagg Kemisk sammansättning Testa för korrekt zink- och stålhalt Mekaniskt beteende Mät styrka och flexibilitet Dimensionsinspektion Bekräfta diameter, tjocklek och längd Logotyp och märkning Kontrollera att etiketterna är korrekta Läckagetest Se till att rören inte har sprickor eller hål Säkerhetspåminnelse: Följ alltid säkerhetsreglerna när du använder utrustning för varmförzinkning av stålrör. Kontrollera rören för skador och se till att vattenkvaliteten är god för att förhindra korrosion.
Fördelar med varmförzinkningsutrustning för stålrör

Överlägset rost- och korrosionsskydd
Du får ett starkt skydd mot rost när du använderutrustning för varmförzinkning av stålrörZinkbeläggningen bildar en tjock barriär som håller vatten, luft och kemikalier borta från stålet. Denna barriär fungerar bättre än färg eller tunna beläggningar. Zinken skyddar också stålet om beläggningen repas. Zink korroderar först, vilket sparar stålet under.
- Det tjocka zinklagret står emot hårt väder och kemikalier.
- Du ser den här metoden användas för broar, räcken och utomhusrör eftersom den håller längre.
- Zinkbeläggningen använder både barriär- och offerskydd, så dina rör förblir säkra även om ytan skadas.
Vetenskapliga studier visar att zink bildar speciella föreningar, som ZnO och Zn5Cl2(OH)8, som bromsar rost och håller rören starka i tuffa miljöer.
Mekanism Beskrivning Barriärskydd Zinkskiktet hindrar vatten och luft från att nå stål. Offerskydd Zink korroderar före stål och skyddar det även om det repas. Naturlig vittring Med tiden bildar zink extra lager som ger mer skydd. Förbättrad hållbarhet och livslängd
Du kan förvänta dig att galvaniserade rör håller i årtionden. Ju tjockare zinkbeläggningen är, desto längre kommer dina rör att hålla. Till exempel:
Beläggningstyp Förväntad livslängd i måttliga miljöer G30 5–10 år G90 20 år eller mer De flesta galvaniserade rör håller i cirka 40 till 50 år. På torra platser kan de hålla ännu längre. Om du använder varmförzinkningsutrustning för stålrör hjälper du dina rör att motstå rost och skador i många år.
- Rör i områden med låg luftfuktighet kan hålla i upp till 70 år.
- På våta eller salta platser kan livslängden vara kortare, men fortfarande mycket längre än för obelagt stål.
Kostnadseffektivitet och lågt underhållsbehov
Du sparar pengar över tid med galvaniserade rör. Den initiala kostnaden är lite högre än för målade rör, men du spenderar mindre på reparationer och underhåll. Här är en snabb jämförelse:
Skyddsmetod Initial kostnad Livslängd (år) Underhållskostnader Nettonuvärde Varmförzinkning 100 25 0 100 Färgsystem 90 8 169 169 Galvaniserade rör behöver mindre rengöring och färre reparationer. Deras starka beläggning innebär att du inte behöver oroa dig för rost eller läckor lika ofta. Detta gör dem till ett smart val för stora projekt och platser där du vill att rören ska hålla länge.
Varmförzinkningsutrustning hjälper dig att skydda stålrör i många år. Du får pålitlig prestanda i olika miljöer.
- Långsiktig hållbarhet beror på miljöförhållandena.
- Experter sägervarje processteg påverkarbeläggningens kvalitet och styrka.
Steg Påverkan på effektivitet Rengöring Förbättrar vidhäftningen och förhindrar defekter Inläggning Påverkar jämnhet och kvalitet Flussmedel Säkerställer ett jämnt zinkflöde Nedsänkning Kontrollerar tjocklek och intern kvalitet Inspektion Bekräftar att beläggningen uppfyller standarderna
Publiceringstid: 11 sep-2025